ООО《Харбинский Дунан Лифэнский Резец》, Добро пожаловать!



Примеры принципа покрытия инструмента и технико-экономического обоснования
Время публикации:
2024-06-12
Согласно принципу резки металла, износ инструмента при нормальной резке в основном включает в себя следующие типы: износ задней поверхности ножа, износ передней поверхности ножа, то есть износ полумесяца, износ передней и задней поверхности ножа одновременно. Покрытие инструмента относится к покрытию тонкого слоя тугоплавкого металла или неметаллического соединения с хорошей износостойкостью путем осаждения из паровой фазы на поверхности подложки HSS из твердого сплава или быстрорежущей стали с лучшей прочностью и ударной вязкостью. Покрытие в качестве химического барьера и теплового барьера уменьшает диффузию и химические реакции между инструментом и заготовкой, тем самым уменьшая износ полумесяца. Инструмент с покрытием обладает такими характеристиками, как высокая твердость поверхности, хорошая износостойкость, стабильные химические свойства, термостойкость и стойкость к окислению, небольшой коэффициент трения и низкая теплопроводность. Схема режима резания инструмента с покрытием и инструмента без покрытия Микроскопическая схема режущего инструмента без покрытия и инструмента с покрытием На левом рисунке непокрытый инструмент, из-за большого коэффициента трения и других причин, существует серьезная опилка. Физическое осаждение из паровой фазы PVD-это физико-газофазный метод роста. Процесс осаждения осуществляется в условиях разряда вакуума или низкого давления газа, то есть в низкотемпературной плазме. Источником материала для покрытия является твердое вещество, которое после «испарения или распыления» создает новое твердое покрытие на поверхности заготовки, которое полностью отличается от свойств подложки. Материалы PVD покрытий в основном являются TiN, TiCN, CrN, TiAlN, AlTiN, AlCrN,WC/C,DLC и алмаз и другие компоненты, различные области применения должны выбрать различные материалы покрытия. Толщина покрытия обычно составляет всего несколько микрон, а твердость в 2-5 раз выше, чем у стали. В настоящее время на рынке имеются технологии покрытия, в которых хромовые элементы заменяют титановые элементы, такие как однослойные Al,Cr,N матричного покрытия. Высокая красная жесткость этого покрытия позволяет ему поддерживать стабильные рабочие характеристики при чрезвычайно высокой тепловой нагрузке. Он применяется в условиях высокоскоростной резки, сухой или квази-сухой резки. Испытания доказали, что производительность превосходна. Высокая твердость и стойкость к истиранию покрытия обеспечивают твердость режущего материала до HRC70. Например, материал продукта сквозного вала-49CrMo4, технология термообработки требует глубины 5-7 мм индукционной закалки, твердости поверхности 45-50HRC, ткани сердца, твердости 35-40 HRC. Теоретический анализ может быть использован для этого типа инструмента с покрытием, чтобы разрезать ось после нагрева. Выберите шунтную варку и проведите испытание процесса после покрытия. В случае, когда исходный параметр резания не изменяется S = 250r/minF = 13 м/мин, шум обработки значительно снижается. Качество обрабатываемого продукта отслеживается, и 10 шлейфов сквозной оси будут произвольно проверяться. Из записанных данных видно, что точность обработки вала после прокачки и резки полностью соответствует требованиям чертежа. Требования к точности могут быть отменены. После уменьшения изменения значения M увеличивается величина изменения зазора на задней стороне сборки с фланцем, тем самым повышая точность сборки.
Согласно принципу резки металла, износ инструмента при нормальной резке в основном включает в себя следующие типы: износ задней поверхности ножа, износ передней поверхности ножа, то есть износ полумесяца, износ передней и задней поверхности ножа одновременно. Покрытие инструмента относится к покрытию тонкого слоя тугоплавкого металла или неметаллического соединения с хорошей износостойкостью путем осаждения из паровой фазы на поверхности подложки HSS из твердого сплава или быстрорежущей стали с лучшей прочностью и ударной вязкостью. Покрытие в качестве химического барьера и теплового барьера уменьшает диффузию и химические реакции между инструментом и заготовкой, тем самым уменьшая износ полумесяца. Инструмент с покрытием обладает такими характеристиками, как высокая твердость поверхности, хорошая износостойкость, стабильные химические свойства, термостойкость и стойкость к окислению, небольшой коэффициент трения и низкая теплопроводность.
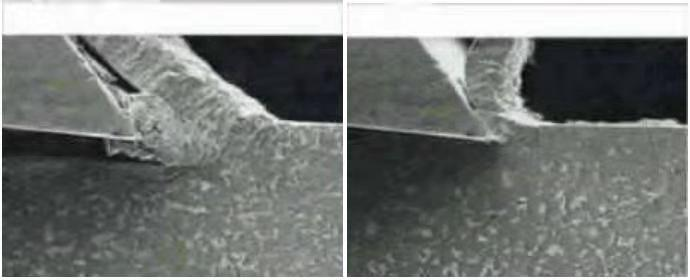
Схема режима резания инструмента с покрытием и инструмента без покрытия
Микроскопическая схема режущего инструмента без покрытия и инструмента с покрытием На левом рисунке непокрытый инструмент, из-за большого коэффициента трения и других причин, существует серьезная опилка. Физическое осаждение из паровой фазы PVD-это физико-газофазный метод роста. Процесс осаждения осуществляется в условиях разряда вакуума или низкого давления газа, то есть в низкотемпературной плазме.
Источником материала для покрытия является твердое вещество, которое после «испарения или распыления» создает новое твердое покрытие на поверхности заготовки, которое полностью отличается от свойств подложки. Материалы PVD покрытий в основном являются TiN, TiCN, CrN, TiAlN, AlTiN, AlCrN,WC/C,DLC и алмаз и другие компоненты, различные области применения должны выбрать различные материалы покрытия. Толщина покрытия обычно составляет всего несколько микрон, а твердость в 2-5 раз выше, чем у стали.
В настоящее время на рынке имеются технологии покрытия, в которых хромовые элементы заменяют титановые элементы, такие как однослойные Al,Cr,N матричного покрытия. Высокая красная жесткость этого покрытия позволяет ему поддерживать стабильные рабочие характеристики при чрезвычайно высокой тепловой нагрузке. Он применяется в условиях высокоскоростной резки, сухой или квази-сухой резки. Испытания доказали, что производительность превосходна. Высокая твердость и стойкость к истиранию покрытия обеспечивают твердость режущего материала до HRC70.
Например, материал продукта сквозного вала-49CrMo4, технология термообработки требует глубины 5-7 мм индукционной закалки, твердости поверхности 45-50HRC, ткани сердца, твердости 35-40 HRC. Теоретический анализ может быть использован для этого типа инструмента с покрытием, чтобы разрезать ось после нагрева. Выберите шунтную варку и проведите испытание процесса после покрытия. В случае, когда исходный параметр резания не изменяется S = 250r/minF = 13 м/мин, шум обработки значительно снижается. Качество обрабатываемого продукта отслеживается, и 10 шлейфов сквозной оси будут произвольно проверяться. Из записанных данных видно, что точность обработки вала после прокачки и резки полностью соответствует требованиям чертежа. Требования к точности могут быть отменены. После уменьшения изменения значения M увеличивается величина изменения зазора на задней стороне сборки с фланцем, тем самым повышая точность сборки.
Ключевые слова:
Предыдущая статья:
Следующая статья:
Связанные новости









